 Jun 01, 2026
Jun 01, 2026 Inhalt
Wärmebehandlungskörbe sind tragende Vorrichtungen, die in Industrieöfen zum Halten, Organisieren und Transportieren von Metallteilen durch Glühen, Abschrecken, Aufkohlen und andere thermische Prozesse verwendet werden. Die beste Wahl für die meisten Hochtemperaturanwendungen (über 900 °C) ist ein Gusskorb aus einer Legierung – insbesondere a Präzisionsgusskorb Hergestellt aus hitzebeständigen Legierungen wie HH-, HK- oder HP-Edelstahl, der im Vergleich zu gefertigten Alternativen eine überlegene Dimensionsstabilität, Oxidationsbeständigkeit und Lebensdauer bietet.
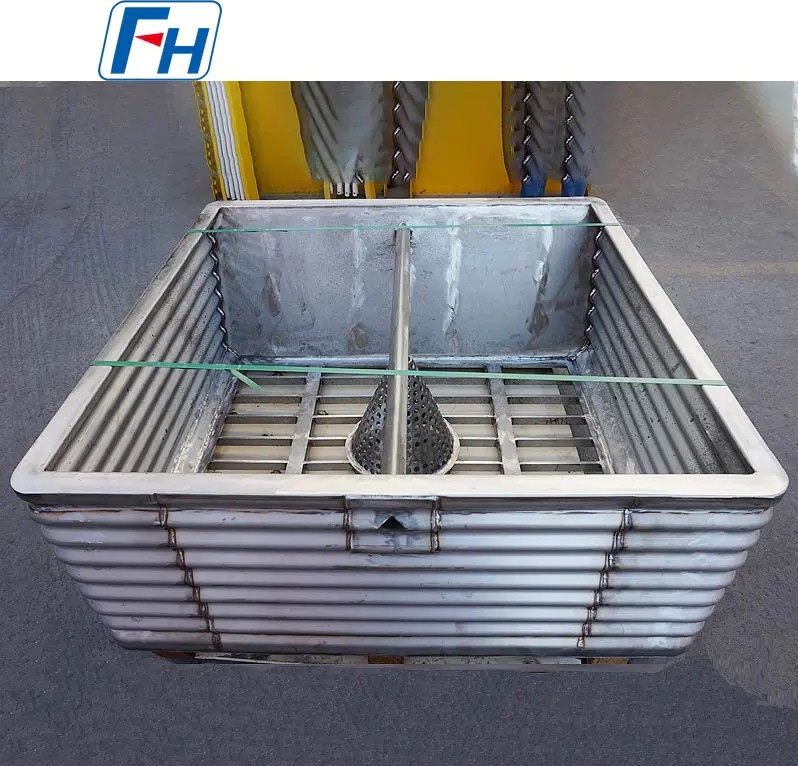
Als Einzelstück im Schleuder- oder Feingussverfahren gegossen. Keine Schweißnähte bedeuten keine Schwachstellen. Ideal für Temperaturen von 950 °C bis 1200 °C. Wird häufig in Aufkohlungsanlagen in der Luft- und Raumfahrt sowie in der Automobilindustrie eingesetzt.
Hergestellt aus gewalztem und geschweißtem Legierungsblech oder -stab. Geringere Vorabkosten, aber Schweißzonen sind anfällig für thermische Ermüdung. Geeignet für gemäßigte Temperaturen unter 850 °C.
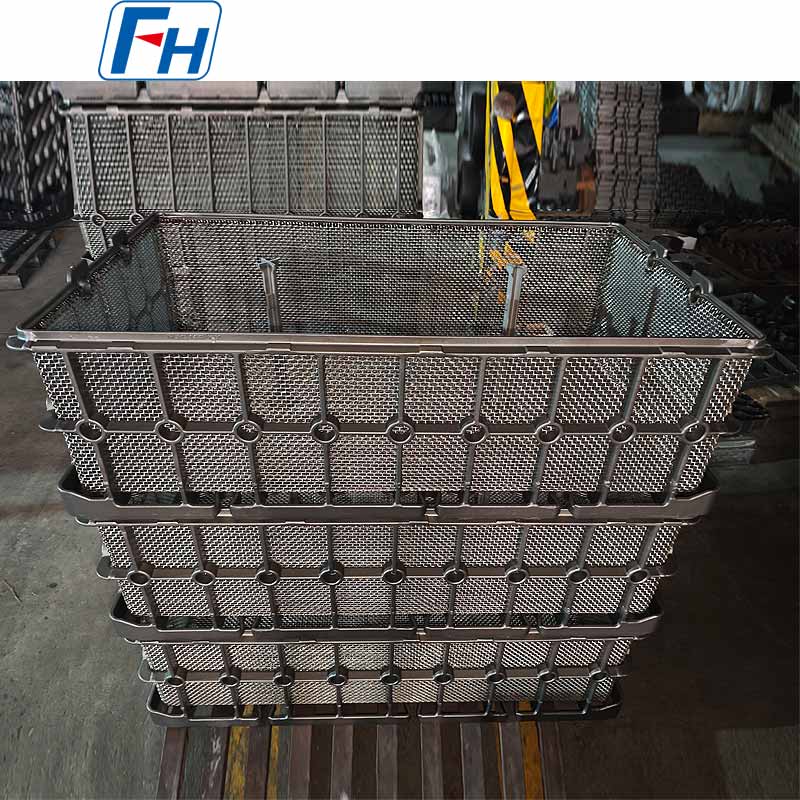
Aus hitzebeständigem Draht gewebt. Hervorragende Gaszirkulation für Atmosphärenöfen. Am besten geeignet für leichtere Teile, typischerweise Lasten unter 50 kg, bei Temperaturen unter 900 °C.
Entworfen mit ineinandergreifenden Funktionen zum Stapeln in Chargenöfen. Maximiert die Ausnutzung des Ofenvolumens. Für den Langzeitgebrauch oft mit einer Gusslegierungskonstruktion kombiniert.
Die Materialauswahl ist die einflussreichste Spezifikationsentscheidung. Die folgende Tabelle fasst die am häufigsten verwendeten Legierungssorten für die Herstellung von Wärmebehandlungskörben zusammen:
| Legierungsgrad | Max. Betriebstemperatur | Schlüsselstärke | Typische Anwendung |
| HH (25Cr-12Ni) | 1050°C | Gute Oxidationsbeständigkeit, kostengünstig | Glühen, Normalisieren |
| HK (25Cr-20Ni) | 1100°C | Höhere Kriechfestigkeit als HH | Aufkohlen, Nitrieren |
| HP (35Cr-45Ni) | 1150°C | Ausgezeichnete Warmfestigkeit, lange Lebensdauer | Hochtemperatur-Vakuum- und Atmosphärenöfen |
| HP Nb (modifizierte HP) | 1200°C | Niobstabilisiert, beständig gegen Sigmaphase | Petrochemische, Luft- und Raumfahrtwärmebehandlung |
| 253MA / 310S | 1100°C | Gute Schweißbarkeit, moderate Kosten | Vorgefertigte Körbe, leichte Lasten |
Die Korbgröße muss sowohl zu den Abmessungen Ihrer Ofenkammer als auch zu Ihrer Teilegeometrie passen. Übergroße Körbe verursachen heiße Stellen; Untergroße Körbe verschwenden Kapazität. Nachfolgend finden Sie gängige Standardspezifikationen:
Bei der Debatte zwischen Guss und Herstellung geht es nicht nur um die Kosten, sondern auch um die Gesamtbetriebskosten über die Lebensdauer des Korbs in einer bestimmten thermischen Umgebung.
Nutzen Sie die folgende Checkliste, um Ihre Spezifikation einzugrenzen, bevor Sie einen Lieferanten kontaktieren:
Selbst der beste Gusskorb aus einer Legierung wird ohne ordnungsgemäße Handhabung vorzeitig abbauen. Diese Praktiken verlängern die Korblebensdauer in Feldstudien kontinuierlich:
Seit 2006 spezialisiert auf Design und Herstellung von Bauteilen aus legiertem Stahl
 Tel: 0510-83310100
Tel: 0510-83310100  E-mail: [email protected]
E-mail: [email protected]  Büroanschrift: Room 1105,Building 6, Jiaye Wealth Center,Wuxi, Jiangsu, P.R.China P.C.:214000.
Büroanschrift: Room 1105,Building 6, Jiaye Wealth Center,Wuxi, Jiangsu, P.R.China P.C.:214000. 

 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804