May 04, 2026
May 04, 2026 Inhalt
Wärmebehandlungswannen sind zentrale Werkzeugkomponenten, die in industriellen Wärmebehandlungsöfen zum Halten von Werkstücken beim Erhitzen, Abschrecken, Anlassen und anderen thermischen Prozessen verwendet werden. Materialauswahl, Strukturdesign und Herstellungsprozesse beeinflussen direkt die Qualität der Wärmebehandlung, die Produktionseffizienz und die Lebensdauer der Ausrüstung. Maßgeschneiderte Wannen aus hochwertigen hitzebeständigen legierten Stählen (z. B. 1.4848, 1.4849, 2.4879, SCH13 usw.) können in Hochtemperaturumgebungen von 900 °C bis 1150 °C langfristig stabil betrieben werden und bieten eine drei- bis fünfmal längere Lebensdauer im Vergleich zu gewöhnlichen Wannen aus Kohlenstoffstahl . Diese Tabletts sind unverzichtbare Schlüsselausrüstungen in der Präzisionsmetallbearbeitung, der Luft- und Raumfahrt, der Automobilherstellung und anderen Branchen.
Wärmebehandlungswannen erfüllen in Industrieöfen drei Kernfunktionen: Lastaufnahme, Positionierung und Wärmeübertragung. Je nach Ofentyp und Prozessanforderungen können Tabletts in mehrere Typen eingeteilt werden, die jeweils strukturell für bestimmte Anwendungsszenarien optimiert sind.
| Anwendungsbereich | Typische Prozesse | Betriebstemperaturbereich | Kernanforderungen an Tabletts |
|---|---|---|---|
| Luft- und Raumfahrt | Lösungsbehandlung, Alterungsbehandlung | 980°C–1150°C | Kriechfestigkeit bei hohen Temperaturen, Dimensionsstabilität |
| Automobilbau | Aufkohlendes Abschrecken, Nitrieren | 850°C–1050°C | Beständigkeit gegen thermische Ermüdung, Antiaufkohlungsverformung |
| Präzisionsmetallbearbeitung | Glühen, Normalisieren, Abschrecken und Anlassen | 700°C–950°C | Gleichmäßige Härte, Aufrechterhaltung der Oberflächenqualität |
| Kraft und Energie | Hochtemperaturglühen, Spannungsarmglühen | 900°C–1100°C | Oxidationsbeständigkeit, lange Lebensdauer |
| Allgemeine Maschinen | Chargenvergütung, Anlassen | 800°C–1000°C | Wirtschaftlichkeit, universelle Kompatibilität |
Materialauswahl für Wärmebehandlungswannen ist der wichtigste Faktor, der ihre Leistung und Lebensdauer bestimmt. Unterschiedliche Legierungszusammensetzungen verleihen unterschiedliche Hochtemperaturleistungen und mechanische Eigenschaften.
| Materialqualität | Hauptlegierungselemente | Maximale Betriebstemperatur | Kernvorteile | Typische Anwendungen |
|---|---|---|---|---|
| 1.4848 | Cr 25–28 %, Ni 18–21 % | 1050°C | Hervorragende Oxidations- und Aufkohlungsbeständigkeit | Rollenherdöfen, Glühöfen |
| 1.4849 | Cr 24–26 %, Ni 19–22 %, Nb hinzugefügt | 1100°C | Hervorragende Kriechbeständigkeit bei hohen Temperaturen | Luft- und Raumfahrt high-temperature processing |
| 2.4879 | Cr 20–23 %, Ni 35–39 %, Co 15–18 % | 1150°C | Höchste Festigkeitserhaltung bei extremen Temperaturen | Mehrzwecköfen, Hochlastöfen |
| SCH13 | Cr 24–28 %, Ni 11–14 % | 1000°C | Hohes Preis-Leistungs-Verhältnis, hervorragende Gießbarkeit | Automatisierte Durchlaufofenlinien |
Grundprinzipien für die Materialauswahl : Bei Böden, die in aufkohlenden Atmosphären betrieben werden, sollten Legierungen mit hohem Chrom-Nickel-Gehalt (z. B. 1.4848, 1.4849) Vorrang haben, da Chrom auf der Oberfläche einen dichten Cr₂O₃-Schutzfilm bildet, der das Eindringen von Kohlenstoffatomen in die Matrix wirksam verhindert. In reinen Oxidationsatmosphären kann der Nickelgehalt zur Kostenkontrolle entsprechend reduziert werden, der Chromgehalt muss jedoch über 20 % bleiben, um die Oxidationsbeständigkeit aufrechtzuerhalten.
Die strukturelle Gestaltung von Wärmebehandlungswannen erfordert ein ausgewogenes Verhältnis von Tragfähigkeit, thermischer Gleichmäßigkeit und thermischer Spannungsentlastung. Eine unsachgemäße Struktur ist die Hauptursache für vorzeitiges Versagen der Wanne (Verformung, Rissbildung, Kriechkollaps).

Die Herstellung von Wärmebehandlungswannen umfasst Präzisionsguss-, Schweiß- oder Schmiedeverfahren. Die Qualitätskontrolle in jeder Phase wirkt sich direkt auf die Zuverlässigkeit und Lebensdauer des Endprodukts aus.
Für Tabletts mit komplexen Formen mit zahlreichen Rippen und offenen Strukturen ist Präzisionsguss (Feinguss oder Sandguss) das bevorzugte Verfahren. Gussschalen ermöglichen eine endkonturnahe Umformung mit Materialausnutzungsgraden von bis zu 70 % oder mehr, eine gleichmäßige Innenstruktur und keine von der Schweißwärme beeinflussten Zonen. Gussschalen mit Vakuumschmelz- und gerichteter Erstarrungstechnologie weisen eine um 25 bis 35 % höhere Hochtemperaturbruchfestigkeit auf als geschweißte Strukturen , besonders geeignet für hochbelastete Dauerbetriebsumgebungen.
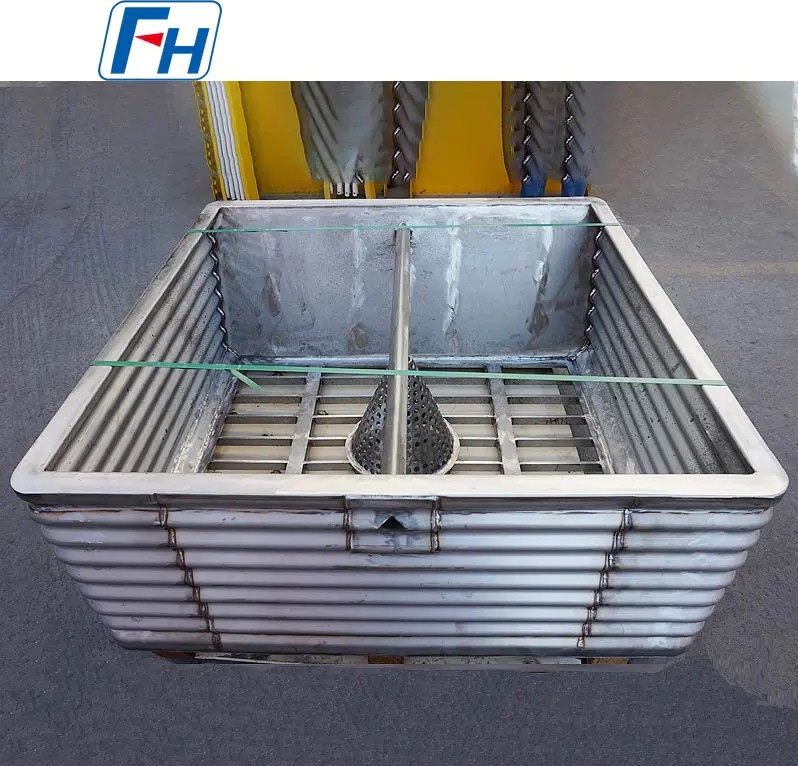
Geschweißte Tabletts eignen sich für große oder extragroße Spezifikationen (Einzelstückgewicht über 500 kg). Beim Schweißen müssen hitzebeständige Zusatzstoffe verwendet werden, die zum Grundmetall passen, und die Wärmezufuhr muss streng kontrolliert werden. Eine Nachbehandlung der Schweißlösung bei 1050 °C bis 1100 °C ist zwingend erforderlich, um Schweißeigenspannungen zu beseitigen und die Korrosionsbeständigkeit wiederherzustellen . Die Qualität der Schweißnähte muss durch Röntgenprüfung (RT) oder Ultraschallprüfung (UT) überprüft werden, um sicherzustellen, dass es keine Verbindungsfehler, Porosität und andere Mängel gibt.
Selbst mit den hochwertigsten Materialien und Verfahren haben Wärmebehandlungswannen unter rauen Betriebsbedingungen eine begrenzte Lebensdauer. Wissenschaftliche Wartungsstrategien können die durchschnittliche Lebensdauer um 30 bis 50 % verlängern.
| Fehlermodus | Ursache | Typische Auswirkungen auf das Leben | Vorbeugende Maßnahmen |
|---|---|---|---|
| Kriechverformung bei hohen Temperaturen | Langfristige Überhitzung oder Überlastung | Lebensdauer um über 50 % reduziert | Kontrollieren Sie die Ofenbeladung genau und wählen Sie höherwertige Materialien aus |
| Rissbildung durch thermische Ermüdung | Schnelle Aufheiz- und Abkühlzyklen | Lebensdauer um ca. 40 % verkürzt | Heiz- und Kühlraten optimieren, direkte Wasserkühlung vermeiden |
| Versprödung durch Aufkohlung | Chromverarmung in aufkohlender Atmosphäre | Lebensdauer um über 60 % reduziert | Ausgewählte Materialien mit hohem Chromgehalt und regelmäßige Entkohlungsbehandlung |
| Abplatzen von Oxidablagerungen | Übermäßige Dicke und Ablösung des Oxidfilms | Beschleunigter Substratverlust | Kontrollieren Sie den Sauerstoffgehalt des Ofens und entfernen Sie regelmäßig Oxidablagerungen |
Während standardisierte Tabletts Vielseitigkeit und Wirtschaftlichkeit bieten, können kundenspezifische Designs die Qualität der Wärmebehandlung und die Produktionseffizienz in bestimmten Prozessszenarien deutlich verbessern.
Maßgeschneidert Wärmebehandlungswannen werden empfohlen, wenn die folgenden Bedingungen auftreten:
Für die professionelle individuelle Gestaltung von Tabletts müssen Benutzer die folgenden technischen Parameter angeben: Ofentyp und effektive Abmessungen der Arbeitszone, maximale Betriebstemperatur und Anforderungen an die Temperaturgleichmäßigkeit, Einzelstück- und Gesamtgewicht der im Ofen beladenen Werkstücke, Art der Prozessatmosphäre (Oxidation/Aufkohlung/Nitririerung/Vakuum), Be-/Entlademethode (manuell/Gabelstapler/Roboterarm), erwartetes Lebensdauerziel . Basierend auf diesen Parametern können Ingenieure mithilfe der Finite-Elemente-Analyse (FEA) die thermische und mechanische Spannungsverteilung simulieren, die Struktur optimieren und die Lebensdauer vorhersagen.
Seit 2006 spezialisiert auf Design und Herstellung von Bauteilen aus legiertem Stahl
 Tel: 0510-83310100
Tel: 0510-83310100  E-mail: [email protected]
E-mail: [email protected]  Büroanschrift: Room 1105,Building 6, Jiaye Wealth Center,Wuxi, Jiangsu, P.R.China P.C.:214000.
Büroanschrift: Room 1105,Building 6, Jiaye Wealth Center,Wuxi, Jiangsu, P.R.China P.C.:214000. 

 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804