
 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804




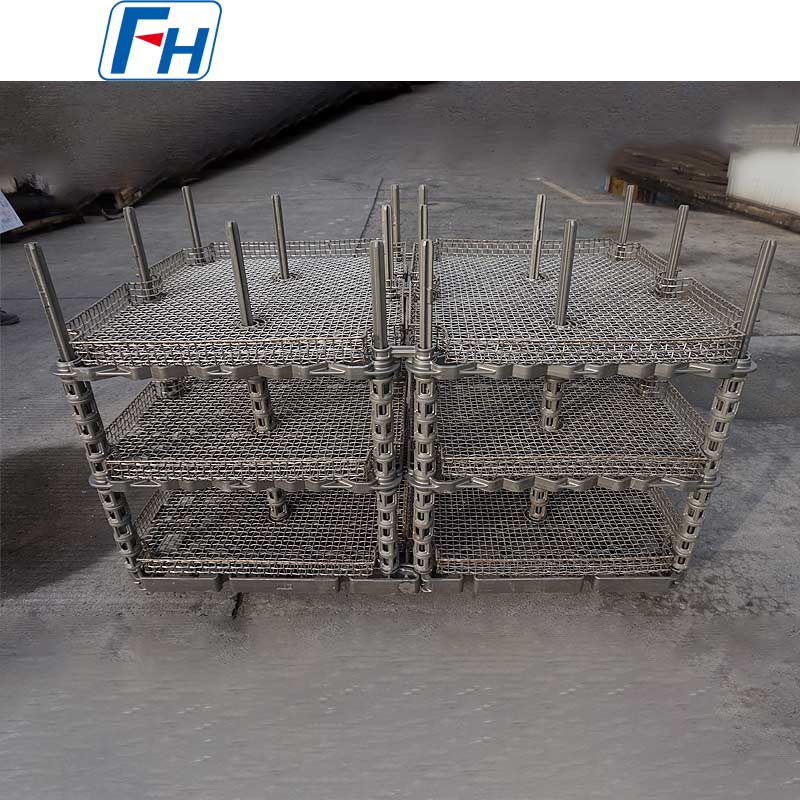










Vorrichtungen für Abschrecköfen:
Abschreckofenvorrichtungen müssen nicht nur wie andere Wärmebehandlungsvorrichtungen hohen Temperaturen standhalten, sondern auch über eine hohe Warmfestigkeit, eine ausgezeichnete thermische Ermüdungsbeständigkeit und eine ausreichende Zähigkeit verfügen, um dem schweren Thermoschock und der möglichen Korrosion durch Abschreckmittel (Öl, Wasser, Polymerlösungen oder Salzbäder) standzuhalten.
1. Präzise Positionierung und Sicherung: Stellt sicher, dass sich das Werkstück während des Transports und Abschreckens nicht verschiebt und verhindert so eine ungleichmäßige Abkühlung aufgrund der Bewegung.
2. Aktive Verzerrungskontrolle: Dies ist seine wichtigste Funktion. Es widersteht dem Verziehen des Werkstücks während der Erweichung bei hohen Temperaturen und der Abschreckkontraktion durch Stützen, Zwängen oder Vorspannen.
3. Führung des Abschreckprozesses:
- Kontrollierendes Eintauchverfahren: Eintritt in das Abschreckmittel in einem bestimmten Winkel und mit einer bestimmten Geschwindigkeit, um den Dampffilm zu reduzieren und eine gleichmäßige Kühlung sicherzustellen.
- Ermöglichen einer gerichteten Kühlung: Entwerfen für unterschiedliche Kühlraten in den erforderlichen Bereichen (z. B. Hinzufügen von Isolierung oder Strömungsführungen).
4. Extremem Temperaturschock standhalten: Materialien unterliegen einer enormen thermischen Belastung, wenn sie innerhalb von Sekunden von ~800–1000 °C in eine Flüssigkeit mit mehreren zehn Grad Celsius übergehen.
5. Beständig gegen mittlere Korrosion/Erosion: Abschrecköle, Solen, Polymere usw. haben unterschiedliche korrosive/oxidative Wirkungen auf Metalle.
Haupttypen und typische Beispiele:
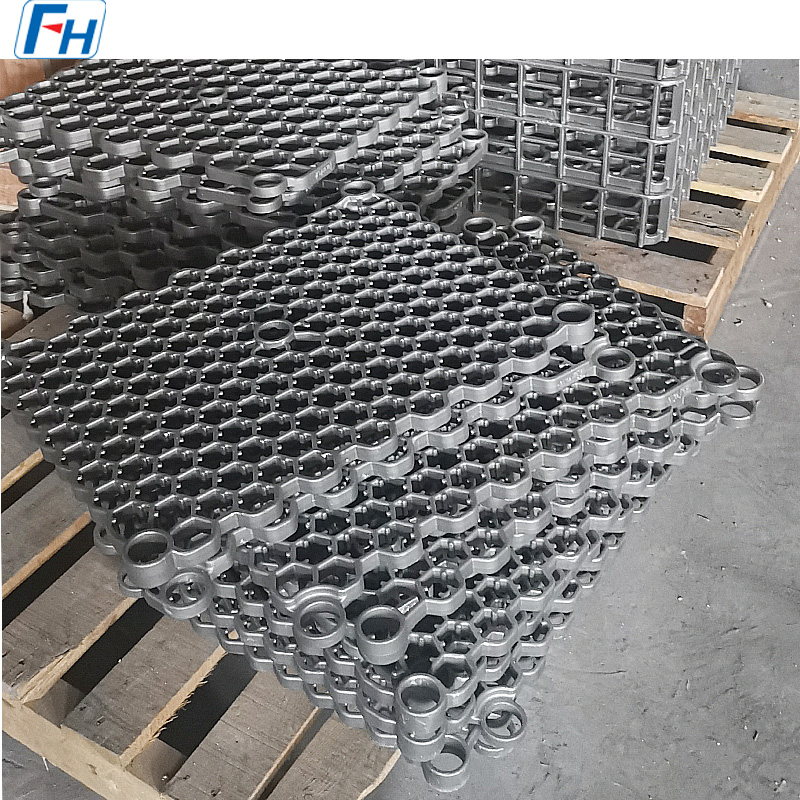
1. Universeller tragender Typ:
- Tabletts/Körbe: Zum serienmäßigen Abschrecken kleiner, regelmäßiger Teile (z. B. Befestigungselemente, Lagerrollen). Der Boden muss ausreichend Lücken für den Abfluss des Löschmittels aufweisen.
- Aufhänger/Stoßstangen: Zum Aufhängen von Wellen- oder Hülsenteilen, wobei ein vertikales Eintauchen gewährleistet wird, um Biegungen zu reduzieren.
2. Spezielle Anti-Verzerrungsgeräte (Kernkategorie):
- Abschreckwerkzeuge für Zahnradpressen: Das klassischste Beispiel. Das erhitzte Zahnrad wird zwischen einem konischen Dorn und einer Pressmatrize platziert und unter einer Presse abgeschreckt, wodurch Verzerrung und Ebenheit der Zahnradzähne effektiv kontrolliert werden.
- Dehnungsklemmen für Lagerringe/Ringteile: Von innen gegen die Außenwand ausdehnen oder von außen gegen das Innenloch klemmen, um Unrundheit zu verhindern.
- Stützgestelle für lange Wellen: Verfügen über mehrere V-förmige Rollen oder Stützblöcke, die es der Welle ermöglichen, sich beim Abschrecken frei zusammenzuziehen und gleichzeitig ihre Geradheit beizubehalten.
- Rahmen zum Abflachen von Plattenteilen: Verwenden Sie Oberplatten oder Rahmenstrukturen, um das Verziehen dünner Platten während des Abschreckens zu begrenzen.
3. Spezifische Vorrichtungen für die Induktionshärtung:
- Integriert mit Induktionsspulen für lokales Härten. Positioniert den zu härtenden Bereich präzise und leitet das Sprühkühlmittel.
4. Vakuum-/Atmosphären-Abschreckvorrichtungen:
- Besitzen eine hohe Festigkeit und geringe Flüchtigkeit bei hohen Temperaturen (um eine Kontamination des Ofens und des Werkstücks zu vermeiden). Oft aus Graphit, Molybdän, Wolfram oder speziellen hitzebeständigen Legierungen hergestellt.
Wichtige Designüberlegungen:
1. Materialauswahl (höchste Priorität):
- Hitzebeständige Stähle: Z. B. AISI 314, 330, 253MA, geeignet für die meisten neutralen oder leicht oxidierenden Abschreckatmosphären, kostengünstig.
- Hochtemperaturlegierungen: z. B. Inconel 600/601, Haynes 230, für höhere Temperaturen, rauere korrosive Umgebungen oder Vakuumöfen.
- Spezialmaterialien: Graphit (für Hochtemperatur-Vakuumabschreckung, geringe thermische Masse, aber schlagempfindlich); Siliziumkarbidkeramik (extreme Temperaturen, verschleißfest, aber spröde).
- Überlegungen: Hochtemperaturstreckgrenze, Wärmeleitfähigkeit, Wärmeausdehnungskoeffizient (idealerweise nahe am Werkstück), Thermoschockbeständigkeit, Beständigkeit gegen mittlere Korrosion.
2. Strukturmechanisches Design:
- Spannungskonzentrationen vermeiden: Verrundungen verwenden und scharfe Ecken reduzieren.
- Symmetrie und Gleichmäßigkeit: Sorgt für eine gleichmäßige Wärmeverteilung und Kühlung.
- Balance zwischen Leichtbau und Festigkeit/Zähigkeit: Verstärken Sie wichtige tragende Bereiche, reduzieren Sie das Gewicht in unkritischen Bereichen, um die thermische Masse und den Energieverbrauch zu senken.
3. Design des Kühlströmungspfads:
- Die Vorrichtungsstruktur muss einen freien und schnellen Fluss des Abschreckmittels ermöglichen, ohne dass tote Zonen entstehen, die zu einer unzureichenden lokalen Kühlung (weiche Stellen) am Werkstück führen könnten.
- Manchmal ist es erforderlich, Strömungsführungen oder Öffnungen zu entwerfen, um Flüssigkeit in kritische Bereiche zu leiten.
Materialqualitätstabelle:
| Hitzebeständiger Stahl | |||||||||||||
| / | GB ( 中 ) | DIN ( 德 ) | ASTM ( 美 ) | JIS ( 日 ) | Chemische Zusammensetzung (%) | Maximale Betriebstemperatur | |||||||
| C | Si | Mn | Cr | Ni | Nb/Cb | Mo | Andere | ||||||
| 1 | ZG40Cr27Ni4 | 1.4823 | HD | SCH11 | 0,30 - 0,50 | ≤2,00 | ≤1,00 | 24.00 - 28.00 Uhr Uhr Uhr | 4.00 - 6.00 | - | ≤0,50 | - | 1050℃ |
| 2 | ZG40Cr22Ni10 | 1.4826 | HF | SCH12 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 19.00 - 23.00 Uhr Uhr | 8.00 - 12.00 Uhr | - | ≤0,50 | - | 950℃ |
| 3 | ZG30Cr28Ni10 | - | ER | SCH17 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 Uhr Uhr | 8.00 - 11.00 Uhr | - | - | - | 1050℃ |
| 4 | ZG40Cr25Ni12 | 1.4837 | HH | SCH13 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 27.00 Uhr | 11.00 - 14.00 Uhr | - | ≤0,50 | - | 1050℃ |
| 5 | ZG30Cr28Ni16 | - | Hallo | SCH18 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 Uhr Uhr | 14.00 - 18.00 Uhr | - | - | - | 1100℃ |
| 6 | ZG40Cr25Ni20Si2 | 1.4848 | HK | SCH21 | 0,30 - 0,50 | ≤1,75 | ≤1,50 | 23.00 - 27.00 Uhr Uhr | 19.00 - 22.00 Uhr | - | ≤0,50 | - | 1100℃ |
| 7 | ZG30Cr20Ni25 | - | HN | SCH19 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 19.00 - 23.00 Uhr Uhr | 23.00 - 27.00 Uhr Uhr | - | - | - | 1100℃ |
| 8 | ZG40Cr19Ni39 | 1.4865 | HU | SCH20 | 0,35 - 0,75 | ≤2,50 | ≤2,00 | 17.00 - 21.00 Uhr | 37.00 - 41.00 Uhr | - | - | - | 1020℃ |
| 9 | ZG40Cr15Ni35 | 1.4806 | HT | SCH15 | 0,35 - 0,70 | ≤2,00 | ≤2,00 | 15.00 - 19.00 Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | - | ≤0,50 | - | 1000℃ |
| 10 | ZG40Cr25Ni35Nb | 1.4852 | PSCb | SCH24Nb | 0,30 - 0,50 | ≤2,00 | ≤2,00 | 24.00 - 28.00 Uhr Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | 0,80 - 1,80 | ≤0,50 | - | 1100℃ |
| 11 | ZG40Cr19Ni39Nb | 1.4849 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 18.00 - 21.00 Uhr | 36.00 - 39.00 Uhr | 1,20-1,80 | ≤0,50 | - | 1100℃ |
| 12 | ZG40Cr24Ni24Nb | 1.4855 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 23.00 - 25.00 Uhr Uhr | 23.00 - 25.00 Uhr Uhr | 0,80 - 1,80 | ≤0,50 | - | 1050℃ |
| 13 | ZG40Cr25Ni35 | 1.4857 | HP | SCH24 | 0,35 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 28.00 Uhr Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | - | ≤0,50 | - | 1100℃ |
| 14 | ZG1Cr20Ni32Nb | 1.4859 | - | - | 0,06 - 0,15 | 0,50 - 1,50 | ≤2,00 | 19.00 - 21.00 Uhr | 31.00 - 33.00 Uhr | 0,50 - 1,50 | ≤0,50 | - | 1050℃ |
| 15 | ZG45Cr12Ni60 | - | HW | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 10.00 - 14.00 Uhr | 58,00 - 62,00 | - | - | - | 1100℃ |
| 16 | ZG45Cr18Ni66 | - | HX | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 15.00 - 19.00 Uhr Uhr | 64,00 - 68,00 | - | - | - | 1100℃ |
| 17 | ZG1Cr28Co50 | 2.4778 | - | - | 0,05 - 0,25 | 0,50 - 1,00 | ≤1,50 | 27.00 - 30.00 Uhr Uhr | ≤1,00 | ≤0,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 18 | ZG30Cr28Co50Nb | 2.4779 | - | - | 0,25 - 0,35 | 0,50 - 1,50 | 0,50 - 1,50 | 27.00 - 29.00 Uhr | - | 1,50 - 2,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 19 | ZG40Cr28Ni48W5 | 2.4879 | - | SCH42 | 0,35 - 0,55 | 1,00 - 2,00 | ≤1,50 | 27.00 - 30.00 Uhr Uhr | 47,00 - 50,00 | - | ≤0,50 | W: 4,0 - 5,5 | 1200℃ |
FAQ:
F: Wie kann ich eine Anfrage stellen?
A: Schritt 1: Bitte geben Sie uns einige Details zu Ihrem Ofen, der Betriebstemperatur, der Kühlmethode, dem Beladungsgewicht Ihres Ofens usw. an.
Schritt 2: Es ist besser, 3D-Zeichnungen bereitzustellen.
Schritt 3: Wenn wir über genügend Details verfügen, entwerfen wir möglicherweise die Produktzeichnungen und erstellen ein entsprechendes Angebot.
F: Wann kann ich den Preis erfahren?
A: Normalerweise geben wir innerhalb von 24 Stunden nach Eingang Ihrer Anfrage ein Angebot ab (außer an Wochenenden und Feiertagen). Wenn Sie den Preis dringend benötigen, senden Sie uns bitte eine E-Mail oder kontaktieren Sie uns auf andere Weise, damit wir Ihnen ein Angebot unterbreiten können.
F: Wann erfolgt die Lieferung? /Wie ist die Lieferzeit?
A: -Musterbestellung: 35 Tage nach Eingang der vollständigen Zahlung.
-Lagerbestellung: 10 Tage nach Eingang der vollständigen Zahlung
-OEM-Bestellung: 30 Tage nach Eingang der Anzahlung.
F: Was ist Ihr Kundendienst?
A: 1 Jahr Garantie für alle Arten von Produkten;
Sollten Sie beim ersten Mal defektes Zubehör feststellen, stellen wir Ihnen die neuen Teile kostenlos zum Austausch bei der nächsten Bestellung zur Verfügung. Als erfahrener Hersteller können Sie sich auf die Qualität und den Kundendienst verlassen.
F: Wie lauten Ihre Zahlungsbedingungen?
A: T/T
Zahlung<=10.000 USD, 100 % im Voraus. Zahlung > 10.000 USD, 50 % T/T im Voraus, Restbetrag vor Versand.
F: Was ist die Versandart?
A: Transport per DHL, UPS, EMS, Fedex, Luftfracht, Seefracht oder Bahnfracht.






 Tel: 0086-510-88331288
Tel: 0086-510-88331288  E-mail:
E-mail:  Büroanschrift: Raum 1105, Gebäude 6, Jiaye Wealth Centre, Wuxi, Jiangsu, Volksrepublik China Postleitzahl: 214000.
Büroanschrift: Raum 1105, Gebäude 6, Jiaye Wealth Centre, Wuxi, Jiangsu, Volksrepublik China Postleitzahl: 214000. 