
 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804













I. Kernkonzepte und strukturelle Zusammensetzung
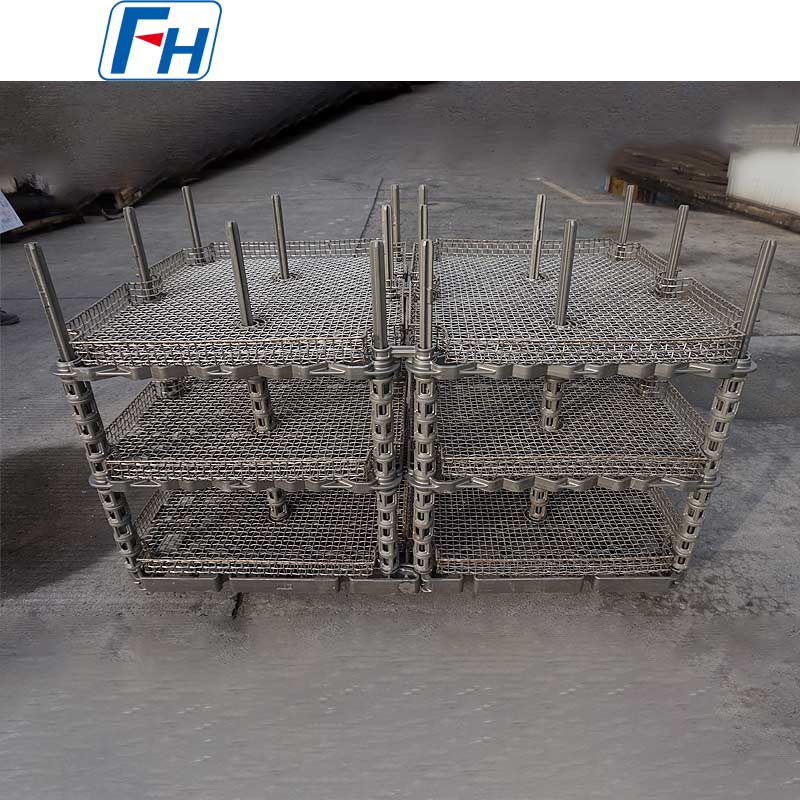
Diese Art von Halterung besteht vertikal aus zwei Kernkomponenten, die eine „abnehmbare Behälterbaugruppe mit Bodenwanne“ bilden:
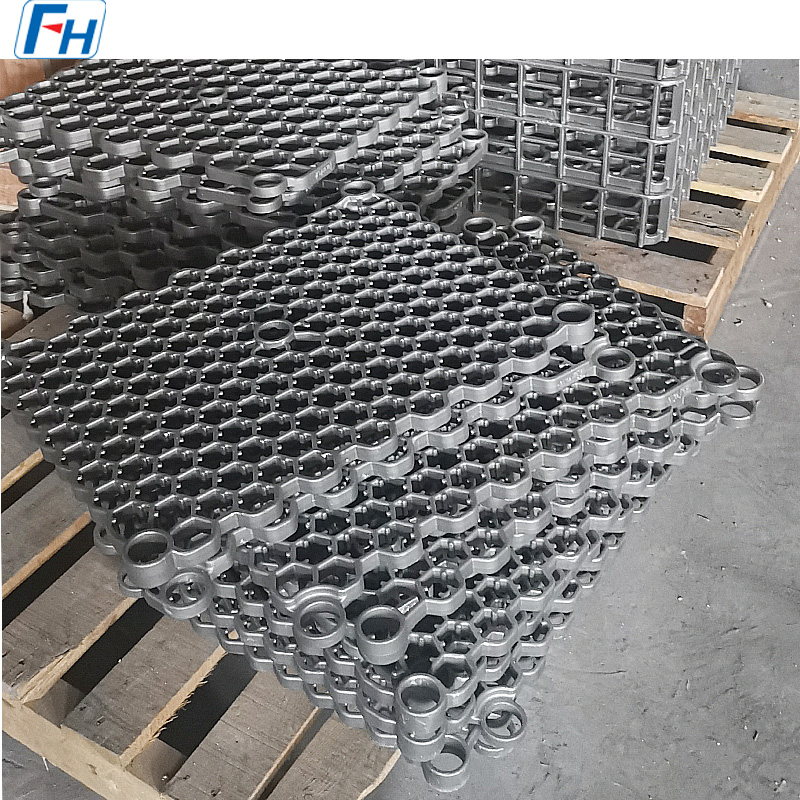
1. Standard-Tablettbasis
- Funktion: Dient als grundlegende mobile Plattform und zentrale strukturelle Festigkeitskomponente der gesamten Vorrichtung. Es handelt sich um einen robusten Metallrahmen (normalerweise aus hitzebeständigem Stahl wie RA330 geschweißt), mit integrierten Fahrmechanismen (Rädern oder Schiebern) an der Unterseite, Dichtungs- und Führungsstrukturen an den Kanten und standardisierten Positionierungs- und Verriegelungsschnittstellen an der Oberseite.
- Merkmale: Perfekt kompatibel mit den Schienen-, Antriebs- und Dichtungssystemen des Tablettofens, verantwortlich für präzise und stabile zyklische Bewegung in der Produktionslinie.
2. Austauschbarer Netzkorb
- Funktion: Dient als Behälter zum direkten Halten, Vereinzeln und Fixieren von Werkstücken. Es handelt sich um einen ausgehöhlten, aus hitzebeständigem Stahldraht oder Stahlblechgeflecht geschweißten Korb mit meist quadratischer oder kreisförmiger Form.
- Eigenschaften:
01. Hohe Luftdurchlässigkeit: Die Netzstruktur sorgt dafür, dass die Wärmebehandlungsatmosphäre und das Abschreckmedium vollständig und gleichmäßig mit jedem Werkstück in Kontakt kommen.
02. Modularität: Der Gitterkorb kann über Positionierungsstifte, Schnellverschlüsse oder Bolzen schnell und präzise mit dem Tablettboden verbunden oder von diesem getrennt werden.
03. Spezialisierung: Kundenspezifische Gitterkörbe mit unterschiedlichen Innenfächern und Trennelementen können je nach Form, Größe und Prozessanforderungen verschiedener Werkstücke entworfen werden, sodass ein einziges Tablett vielseitig einsetzbar ist.
II. Wichtige Designüberlegungen
1. Schnittstellenstandardisierung
- Der Schlüssel zum Erfolg. Die mechanischen Schnittstellen (Positionierung und Verriegelung) und Hebeschnittstellen zwischen dem Tablettboden und allen Gitterkörben müssen vollständig standardisiert sein, um die Kompatibilität im gesamten System sicherzustellen.
2. Optimierung der Maschenkorbstruktur
- Gleichgewicht zwischen Festigkeit und Luftdurchlässigkeit: Maximieren Sie das Öffnungsverhältnis und stellen Sie gleichzeitig die Tragfähigkeit sicher.
- Vermeidung von Werkstückstürzen: Entwerfen Sie Maschenweiten basierend auf den Abmessungen kleinster Werkstücke oder installieren Sie feinmaschige Auskleidungen.
- Einfaches Entleeren: Integrieren Sie zu öffnende Seitentüren oder Bodentüren für eine bequeme Entladung der bearbeiteten Werkstücke.
3. Materialauswahl
- Tablettenbasis: RA330-Legierung, die strukturelle Festigkeit und Kriechfestigkeit bei hohen Temperaturen gewährleistet.
- Netzkorb: AISI 314, 310S oder RA330 Draht/Platte. Wählen Sie Materialien je nach Temperatur, Atmosphäre und Belastungsanforderungen aus; Das gewählte Material muss eine hervorragende Oxidations- und Verformungsbeständigkeit aufweisen.
III. Typische Anwendungsszenarien
Diese Art der Vorrichtung eignet sich besonders für großvolumige, kleine bis mittelgroße, regelmäßig geformte oder schüttgutbelastbare Bauteile, wie zum Beispiel:
- Automobilindustrie: Befestigungselemente (Bolzen, Muttern), Dichtungen, Ritzel, Ventilsitze.
- Lagerindustrie: Rollen, Käfige, kleine bis mittelgroße Lagerringe.
- Allgemeine Maschinenindustrie: Standardteile, Drehzapfen, Kettenplatten.
- Prozesstypen: Komplette Prozessanwendungen einschließlich Aufkohlen, Karbonitrieren, Abschrecken, Anlassen und Reinigen.
IV. Zusammenfassung
Die Hordenkorbhalterung ist die wesentliche Erweiterung des technischen Konzepts des Hordenofens. Es trennt „Logistik vom Prozess“ – der Sockel ist für die präzise Logistik zuständig, während der Gitterkorb die prozessbezogene Beladung übernimmt. Mit diesem Entwurf wird Folgendes erreicht:
- Ultimative Verkürzung der Produktionszykluszeit
- Ultimative Flexibilität beim Produktwechsel
- Stabile Garantie für die Qualität der Wärmebehandlung
- Deutsche Reduzierung der Gesamtbetriebskosten (TCO) von Vorrichtungen
Es handelt sich nicht nur um eine bloße Vorrichtung, sondern um den Kernträger eines „flexiblen Produktionsmaterialhandhabungssystems rund um Hordenöfen“. Die Einführung dieser Vorrichtung bedeutet, dass sich Unternehmen dafür entscheiden, ihre Wärmebehandlungsproduktionslinien mit einer systematischen und modularen Denkweise zu betreiben, was einen entscheidenden Schritt in Richtung einer effizienten intelligenten Fertigung darstellt.
Materialqualitätstabelle:
| Hitzebeständiger Stahl | |||||||||||||
| / | GB | DIN | ASTM | JIS | Chemische Zusammensetzung (%) | Maximale Betriebstemperatur | |||||||
| C | Si | Mn | Cr | Ni | Nb/Cb | Mo | Andere | ||||||
| 1 | ZG40Cr27Ni4 | 1.4823 | HD | SCH11 | 0,30 - 0,50 | ≤2,00 | ≤1,00 | 24.00 - 28.00 Uhr Uhr | 4.00 - 6.00 | - | ≤0,50 | - | 1050℃ |
| 2 | ZG40Cr22Ni10 | 1.4826 | HF | SCH12 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 19.00 - 23.00 Uhr Uhr | 8.00 - 12.00 Uhr | - | ≤0,50 | - | 950℃ |
| 3 | ZG30Cr28Ni10 | - | ER | SCH17 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 Uhr Uhr | 8.00 - 11.00 Uhr | - | - | - | 1050℃ |
| 4 | ZG40Cr25Ni12 | 1.4837 | HH | SCH13 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 27.00 Uhr | 11.00 - 14.00 Uhr | - | ≤0,50 | - | 1050℃ |
| 5 | ZG30Cr28Ni16 | - | Hallo | SCH18 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 Uhr Uhr | 14.00 - 18.00 Uhr | - | - | - | 1100℃ |
| 6 | ZG40Cr25Ni20Si2 | 1.4848 | HK | SCH21 | 0,30 - 0,50 | ≤1,75 | ≤1,50 | 23.00 - 27.00 Uhr Uhr | 19.00 - 22.00 Uhr | - | ≤0,50 | - | 1100℃ |
| 7 | ZG30Cr20Ni25 | - | HN | SCH19 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 19.00 - 23.00 Uhr Uhr | 23.00 - 27.00 Uhr Uhr | - | - | - | 1100℃ |
| 8 | ZG40Cr19Ni39 | 1.4865 | HU | SCH20 | 0,35 - 0,75 | ≤2,50 | ≤2,00 | 17.00 - 21.00 Uhr | 37.00 - 41.00 Uhr | - | - | - | 1020℃ |
| 9 | ZG40Cr15Ni35 | 1.4806 | HT | SCH15 | 0,35 - 0,70 | ≤2,00 | ≤2,00 | 15.00 - 19.00 Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | - | ≤0,50 | - | 1000℃ |
| 10 | ZG40Cr25Ni35Nb | 1.4852 | PSCb | SCH24Nb | 0,30 - 0,50 | ≤2,00 | ≤2,00 | 24.00 - 28.00 Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | 0,80 - 1,80 | ≤0,50 | - | 1100℃ |
| 11 | ZG40Cr19Ni39Nb | 1.4849 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 18.00 - 21.00 Uhr | 36.00 - 39.00 Uhr | 1,20-1,80 | ≤0,50 | - | 1100℃ |
| 12 | ZG40Cr24Ni24Nb | 1.4855 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 23.00 - 25.00 Uhr Uhr | 23.00 - 25.00 Uhr Uhr | 0,80 - 1,80 | ≤0,50 | - | 1050℃ |
| 13 | ZG40Cr25Ni35 | 1.4857 | PS | SCH24 | 0,35 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 28.00 Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | - | ≤0,50 | - | 1100℃ |
| 14 | ZG1Cr20Ni32Nb | 1.4859 | - | - | 0,06 - 0,15 | 0,50 - 1,50 | ≤2,00 | 19.00 - 21.00 Uhr | 31.00 - 33.00 Uhr | 0,50 - 1,50 | ≤0,50 | - | 1050℃ |
| 15 | ZG45Cr12Ni60 | - | HW | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 10.00 - 14.00 Uhr | 58,00 - 62,00 | - | - | - | 1100℃ |
| 16 | ZG45Cr18Ni66 | - | HX | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 15.00 - 19.00 Uhr Uhr | 64,00 - 68,00 | - | - | - | 1100℃ |
| 17 | ZG1Cr28Co50 | 2.4778 | - | - | 0,05 - 0,25 | 0,50 - 1,00 | ≤1,50 | 27.00 - 30.00 Uhr Uhr | ≤1,00 | ≤0,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 18 | ZG30Cr28Co50Nb | 2.4779 | - | - | 0,25 - 0,35 | 0,50 - 1,50 | 0,50 - 1,50 | 27.00 - 29.00 Uhr | - | 1,50 - 2,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 19 | ZG40Cr28Ni48W5 | 2.4879 | - | SCH42 | 0,35 - 0,55 | 1,00 - 2,00 | ≤1,50 | 27.00 - 30.00 Uhr Uhr | 47,00 - 50,00 | - | ≤0,50 | W: 4,0 - 5,5 | 1200℃ |
FAQ:
F: Wie kann ich eine Anfrage stellen?
A: Schritt 1: Bitte geben Sie uns einige Details zu Ihrem Ofen, der Betriebstemperatur, der Kühlmethode, dem Beladungsgewicht Ihres Ofens usw. ein.
Schritt 2: Es ist besser, 3D-Zeichnungen bereitzustellen.
Schritt 3: Wenn wir über genügend Details verfügen, entwerfen wir möglicherweise die Produktzeichnungen und erstellen ein entsprechendes Angebot.
F: Wann kann ich den Preis erfahren?
A: Normalerweise geben wir innerhalb von 24 Stunden nach Eingang Ihrer Anfrage ein Angebot ab (außer an Wochenenden und Feiertagen). Wenn Sie den Preis dringend benötigen, senden Sie uns bitte eine E-Mail oder kontaktieren Sie uns auf andere Weise, damit wir Ihnen ein Angebot unterbreiten können.
F: Wann erfolgt die Lieferung? /Wie ist die Lieferzeit?
A: -Musterbestellung: 35 Tage nach Eingang der vollständigen Zahlung.
-Lagerbestellung: 10 Tage nach Eingang der vollständigen Zahlung
-OEM-Bestellung: 30 Tage nach Eingang der Anzahl.
F: Was ist Ihr Kundendienst?
A: 1 Jahr Garantie für alle Arten von Produkten;
Sollten Sie beim ersten Mal defektes Zubehör feststellen, stellen wir Ihnen die neuen Teile kostenlos zum Austausch bei der nächsten Bestellung zur Verfügung. Als erfahrener Hersteller können Sie sich auf die Qualität und den Kundendienst verlassen.
F: Wie lauten Ihre Zahlungsbedingungen?
A: T/T
Zahlung<=10.000 USD, 100 % im Voraus. Zahlung > 10.000 USD, 50 % T/T im Voraus, Restbetrag vor Versand.
F: Was ist die Versandart?
A: Transport per DHL, UPS, EMS, Fedex, Luftfracht, Seefracht oder Bahnfracht.






 Tel: 0086-510-88331288
Tel: 0086-510-88331288  E-mail:
E-mail:  Büroanschrift: Raum 1105, Gebäude 6, Jiaye Wealth Centre, Wuxi, Jiangsu, Volksrepublik China Postleitzahl: 214000.
Büroanschrift: Raum 1105, Gebäude 6, Jiaye Wealth Centre, Wuxi, Jiangsu, Volksrepublik China Postleitzahl: 214000. 