
 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804














I. Kernfunktionen und schwerwiegende Herausforderungen
1. Extrem niedrige Volatilität (höchste Priorität): Werkzeugmaterialien müssen unter Hochtemperatur- und Hochvakuumbedingungen einen extrem niedrigen Dampfdruck aufweisen. Alle flüchtigen Substanzen verunreinigen direkt die saubere Umgebung im Inneren des Ofens, kondensieren an kalten Wänden (normalerweise wassergekühlte Mäntel), beeinträchtigen die Vakuumintegrität und können sich auf Werkstückoberflächen ablagern – was zu Produktausfällen führt (z. B. beeinträchtigte Lötqualität, verminderte Leistung der Superlegierung).
2. Ausgezeichnete Hochtemperatur-Kriechfestigkeit: Vakuumöfen werden üblicherweise zur Bearbeitung hochwertiger Werkstücke (z. B. Luft- und Raumfahrtkomponenten, Werkzeugformen) bei extrem hohen Temperaturen (bis zu 1300 °C oder sogar 2200 °C und mehr) eingesetzt. Die Werkzeuge müssen bei diesen Temperaturen eine langfristige Tragfähigkeit ohne nennenswerte Verformung aufrechterhalten.
3. Überlegene chemische Stabilität und Sauberkeit: Die Materialien selbst müssen hochrein und frei von Verunreinigungen mit niedrigem Schmelzpunkt (z. B. Zink, Cadmium, Blei) sein. Die Oberflächen müssen sauber sein, ohne Rückstände von Öl, Feuchtigkeit oder Oxiden – die sich alle im Vakuum stark verflüchtigen.
4. Hohe Wärmestrahlungsleistung: In einer Vakuumumgebung beruht die Wärmeübertragung fast ausschließlich auf Strahlung. Daher sind der Oberflächenzustand (Emissionsgrad) und die Strukturgestaltung der Werkzeugmaterialien entscheidend für die Gewährleistung einer gleichmäßigen Erwärmung der Werkstücke.
5. Angepasster Wärmeausdehnungskoeffizient (CTE): Unterschiede in der Wärmeausdehnung zwischen Werkzeugen und Werkstücken während der Aufheiz- und Abkühlzyklen erzeugen Spannungen, die zu Werkstückverformungen oder Werkzeugschäden führen können.
II. Auswahl der Hauptmaterialien
Die Auswahl der Materialien für Vakuumofenwerkzeuge ist von zentraler Bedeutung für deren Design und entscheidet über Erfolg oder Misserfolg des Prozesses.
1. Graphit
2. Molybdän und Wolfram
3. Feuerfeste Metalllegierungen (z. B. TZM: Titan-Zirkonium-Molybdän-Legierung)
4. Keramik
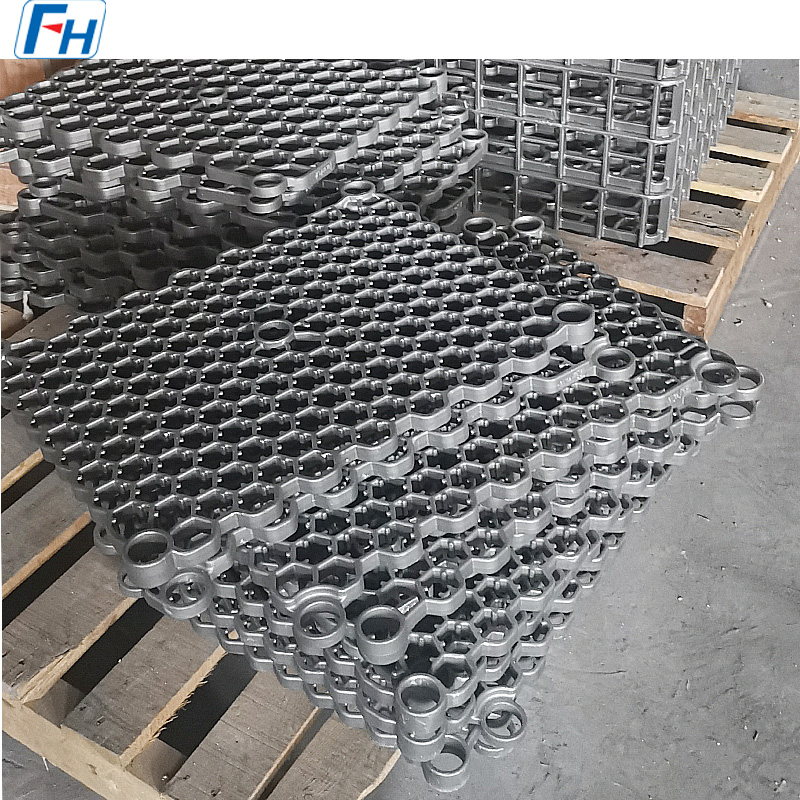
5. Hochtemperaturlegierungen (wie Inconel 600/601/617, Haynes 230, SCH42)
III. Zusammenfassung
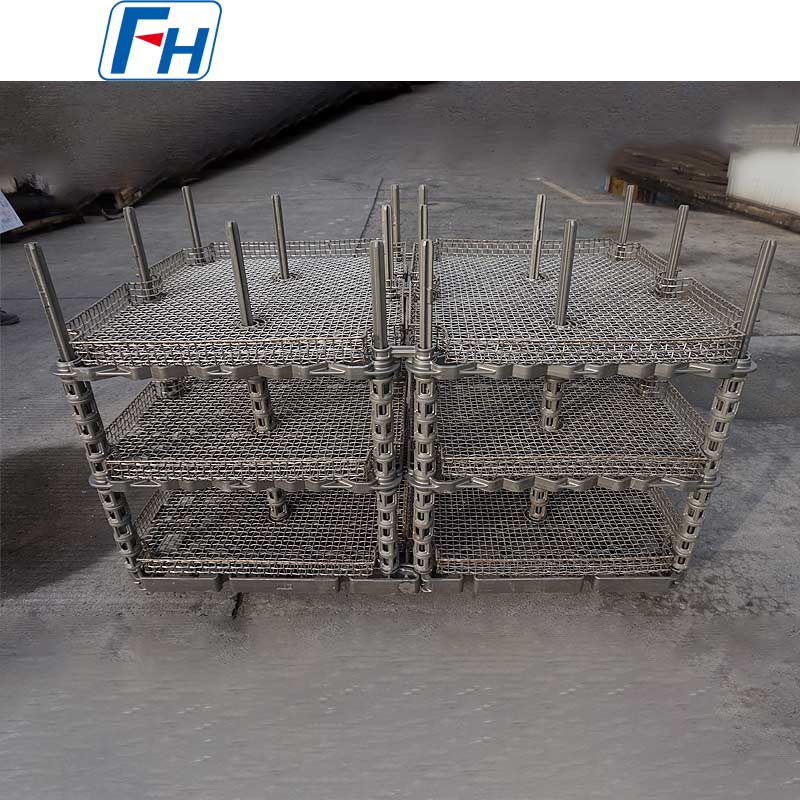
Vakuumofenvorrichtungen sind die entscheidende Schnittstelle, die die ultrahochreine Prozessumgebung mit Hochleistungsprodukten verbindet. Sie sind nicht nur physische Träger, sondern Hüter der Prozessreinheit, Gestalter des thermischen Feldes und Garanten der Werkstückpräzision.
Die Kernlogik für ihre Auswahl und Gestaltung besteht darin, einen Kompromiss zwischen Graphit (wirtschaftlich, Hochtemperatur), hochschmelzenden Metallen (sehr hohe Temperatur, hohe Reinheit), Keramik (ultrarein, inert) und Speziallegierungen (komplexe Strukturen, mittlere Temperatur) zu schließen, basierend auf Prozesstemperatur, Werkstückmaterial (Kohlenstoffempfindlichkeit) und Sauberkeitsanforderungen.
Die Investition in richtig konstruierte und gewartete Vakuumofenvorrichtungen ist eine notwendige Voraussetzung für den Erfolg hochwertiger Wärmebehandlungen in Bereichen wie Luft- und Raumfahrt, Halbleiter und Premium-Schneidwerkzeuge. Es steht für ein tiefes Verständnis und die Beherrschung der Material- und Prozessgrenzen.
Materialqualitätstabelle:
| Hitzebeständiger Stahl | |||||||||||||
| / | GB | DIN | ASTM | JIS | Chemische Zusammensetzung (%) | Maximale Betriebstemperatur | |||||||
| C | Si | Mn | Cr | Ni | Nb/Cb | Mo | Andere | ||||||
| 1 | ZG40Cr27Ni4 | 1.4823 | HD | SCH11 | 0,30 - 0,50 | ≤2,00 | ≤1,00 | 24.00 - 28.00 Uhr Uhr Uhr | 4.00 - 6.00 | - | ≤0,50 | - | 1050℃ |
| 2 | ZG40Cr22Ni10 | 1.4826 | HF | SCH12 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 19.00 - 23.00 Uhr Uhr | 8.00 - 12.00 Uhr | - | ≤0,50 | - | 950℃ |
| 3 | ZG30Cr28Ni10 | - | ER | SCH17 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 Uhr Uhr | 8.00 - 11.00 Uhr | - | - | - | 1050℃ |
| 4 | ZG40Cr25Ni12 | 1.4837 | HH | SCH13 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 27.00 Uhr | 11.00 - 14.00 Uhr | - | ≤0,50 | - | 1050℃ |
| 5 | ZG30Cr28Ni16 | - | Hallo | SCH18 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 Uhr Uhr | 14.00 - 18.00 Uhr | - | - | - | 1100℃ |
| 6 | ZG40Cr25Ni20Si2 | 1.4848 | HK | SCH21 | 0,30 - 0,50 | ≤1,75 | ≤1,50 | 23.00 - 27.00 Uhr Uhr | 19.00 - 22.00 Uhr | - | ≤0,50 | - | 1100℃ |
| 7 | ZG30Cr20Ni25 | - | HN | SCH19 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 19.00 - 23.00 Uhr Uhr | 23.00 - 27.00 Uhr Uhr | - | - | - | 1100℃ |
| 8 | ZG40Cr19Ni39 | 1.4865 | HU | SCH20 | 0,35 - 0,75 | ≤2,50 | ≤2,00 | 17.00 - 21.00 Uhr | 37.00 - 41.00 Uhr | - | - | - | 1020℃ |
| 9 | ZG40Cr15Ni35 | 1.4806 | HT | SCH15 | 0,35 - 0,70 | ≤2,00 | ≤2,00 | 15.00 - 19.00 Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | - | ≤0,50 | - | 1000℃ |
| 10 | ZG40Cr25Ni35Nb | 1.4852 | PSCb | SCH24Nb | 0,30 - 0,50 | ≤2,00 | ≤2,00 | 24.00 - 28.00 Uhr Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | 0,80 - 1,80 | ≤0,50 | - | 1100℃ |
| 11 | ZG40Cr19Ni39Nb | 1.4849 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 18.00 - 21.00 Uhr | 36.00 - 39.00 Uhr | 1,20-1,80 | ≤0,50 | - | 1100℃ |
| 12 | ZG40Cr24Ni24Nb | 1.4855 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 23.00 - 25.00 Uhr Uhr | 23.00 - 25.00 Uhr Uhr | 0,80 - 1,80 | ≤0,50 | - | 1050℃ |
| 13 | ZG40Cr25Ni35 | 1.4857 | HP | SCH24 | 0,35 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 28.00 Uhr Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | - | ≤0,50 | - | 1100℃ |
| 14 | ZG1Cr20Ni32Nb | 1.4859 | - | - | 0,06 - 0,15 | 0,50 - 1,50 | ≤2,00 | 19.00 - 21.00 Uhr | 31.00 - 33.00 Uhr | 0,50 - 1,50 | ≤0,50 | - | 1050℃ |
| 15 | ZG45Cr12Ni60 | - | HW | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 10.00 - 14.00 Uhr | 58,00 - 62,00 | - | - | - | 1100℃ |
| 16 | ZG45Cr18Ni66 | - | HX | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 15.00 - 19.00 Uhr Uhr | 64,00 - 68,00 | - | - | - | 1100℃ |
| 17 | ZG1Cr28Co50 | 2.4778 | - | - | 0,05 - 0,25 | 0,50 - 1,00 | ≤1,50 | 27.00 - 30.00 Uhr Uhr | ≤1,00 | ≤0,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 18 | ZG30Cr28Co50Nb | 2.4779 | - | - | 0,25 - 0,35 | 0,50 - 1,50 | 0,50 - 1,50 | 27.00 - 29.00 Uhr | - | 1,50 - 2,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 19 | ZG40Cr28Ni48W5 | 2.4879 | - | SCH42 | 0,35 - 0,55 | 1,00 - 2,00 | ≤1,50 | 27.00 - 30.00 Uhr Uhr | 47,00 - 50,00 | - | ≤0,50 | W: 4,0 - 5,5 | 1200℃ |
FAQ:
F: Wie kann ich eine Anfrage stellen?
A: Schritt 1: Bitte geben Sie uns einige Details zu Ihrem Ofen, der Betriebstemperatur, der Kühlmethode, dem Beladungsgewicht Ihres Ofens usw. an.
Schritt 2: Es ist besser, 3D-Zeichnungen bereitzustellen.
Schritt 3: Wenn wir über genügend Details verfügen, entwerfen wir möglicherweise die Produktzeichnungen und erstellen ein entsprechendes Angebot.
F: Wann kann ich den Preis erfahren?
A: Normalerweise geben wir innerhalb von 24 Stunden nach Eingang Ihrer Anfrage ein Angebot ab (außer an Wochenenden und Feiertagen). Wenn Sie den Preis dringend benötigen, senden Sie uns bitte eine E-Mail oder kontaktieren Sie uns auf andere Weise, damit wir Ihnen ein Angebot unterbreiten können.
F: Wann erfolgt die Lieferung? /Wie ist die Lieferzeit?
A: -Musterbestellung: 35 Tage nach Eingang der vollständigen Zahlung.
-Lagerbestellung: 10 Tage nach Eingang der vollständigen Zahlung
-OEM-Bestellung: 30 Tage nach Eingang der Anzahlung.
F: Was ist Ihr Kundendienst?
A: 1 Jahr Garantie für alle Arten von Produkten;
Sollten Sie beim ersten Mal defektes Zubehör feststellen, stellen wir Ihnen die neuen Teile kostenlos zum Austausch bei der nächsten Bestellung zur Verfügung. Als erfahrener Hersteller können Sie sich auf die Qualität und den Kundendienst verlassen.
F: Wie lauten Ihre Zahlungsbedingungen?
A: T/T
Zahlung<=10.000 USD, 100 % im Voraus. Zahlung > 10.000 USD, 50 % T/T im Voraus, Restbetrag vor Versand.
F: Was ist die Versandart?
A: Transport per DHL, UPS, EMS, Fedex, Luftfracht, Seefracht oder Bahnfracht.






 Tel: 0086-510-88331288
Tel: 0086-510-88331288  E-mail:
E-mail:  Büroanschrift: Raum 1105, Gebäude 6, Jiaye Wealth Centre, Wuxi, Jiangsu, Volksrepublik China Postleitzahl: 214000.
Büroanschrift: Raum 1105, Gebäude 6, Jiaye Wealth Centre, Wuxi, Jiangsu, Volksrepublik China Postleitzahl: 214000. 