
 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804


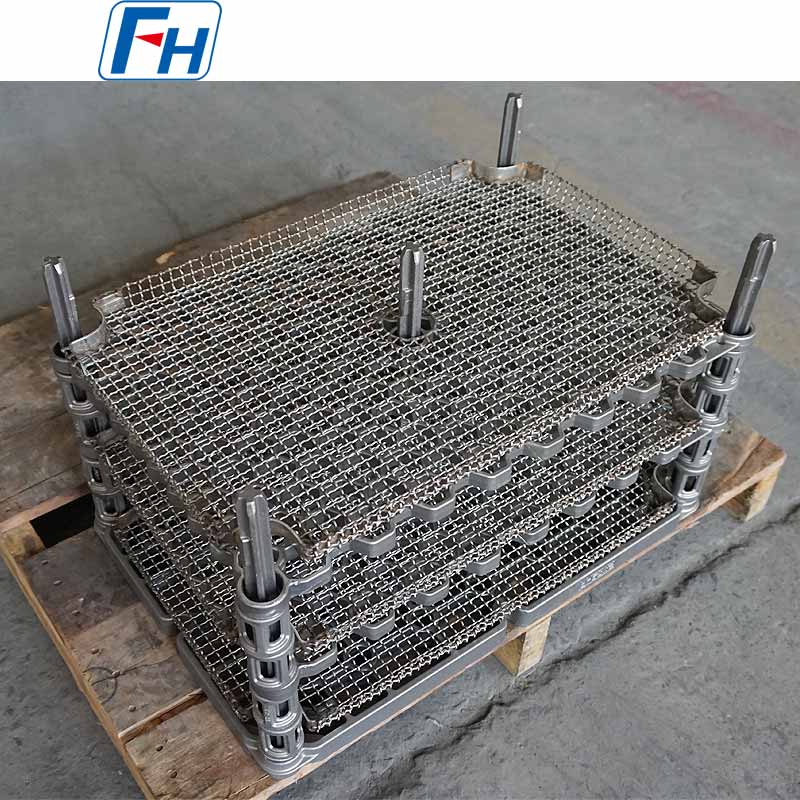











Nitrierofenbefestigungen:
Nitrierofenhalterungen sind Stütz- und Befestigungsvorrichtungen, die speziell für Prozesse wie das Gasnitrieren und das Ionennitrieren (Plasmanitrieren) entwickelt wurden. Das zentrale Konstruktionsprinzip besteht darin, eine gleichmäßige Zirkulation der Ofenatmosphäre sicherzustellen, um ein stabiles und gleichmäßiges nitriertes Gehäuse zu erreichen und gleichzeitig die Beladungskapazität zu maximieren und Werkstückverzüge zu minimieren.
Im Gegensatz zu Abschreckvorrichtungen müssen Nitriervorrichtungen keinem starken Temperaturschock standhalten. Sie müssen jedoch während der typischerweise langen Prozesszyklen (oft zehn bis Hunderte von Stunden) stabil bleiben und der Korrosion durch aktive Stickstoffatmosphären sowie dem Risiko einer Wasserstoffversprödung standhalten.
I. Kernziele und Herausforderungen des Designs
1. Fließfähigkeit der Atmosphäre (Hauptziel): Stellen Sie sicher, dass aktive stickstoffhaltige Gase (z. B. NH₃, N₂, H₂) jedes Werkstück gleichmäßig umgeben können und „tote Zonen“ vermieden werden, die zu ungleichmäßiger Härtetiefe oder weichen Stellen führen.
2. Ladeeffizienz: Maximieren Sie die Ladung pro Charge, um die Kosten pro Teil zu senken, ohne den Gasfluss zu beeinträchtigen.
3. Verhindern von Verformungen des Werkstücks: Stützen Sie Werkstücke, insbesondere dünne Stäbe oder dünnwandige Teile, ordnungsgemäß ab, um Verformungen durch Eigengewicht oder gegenseitige Extrusion bei anhaltend hohen Temperaturen (typischerweise 480–580 °C) zu verhindern.
3. Beständigkeit gegen „Nitrieren“ und Wasserstoffversprödung: Die Vorrichtung selbst bildet nach längerem Einsatz in der Nitrieratmosphäre eine spröde Nitridschicht auf ihrer Oberfläche, die nach wiederholtem Gebrauch leicht abplatzen oder reißen kann. Darüber hinaus können Wasserstoffatome in das Material diffundieren und zu einer Wasserstoffversprödung führen.
4. Sauberkeit und Wartung: Oxidablagerungen oder Verunreinigungen auf der Oberfläche der Vorrichtung können Verunreinigungen freisetzen und den Nitrierprozess beeinträchtigen. Daher müssen Vorrichtungen leicht zu reinigen sein.
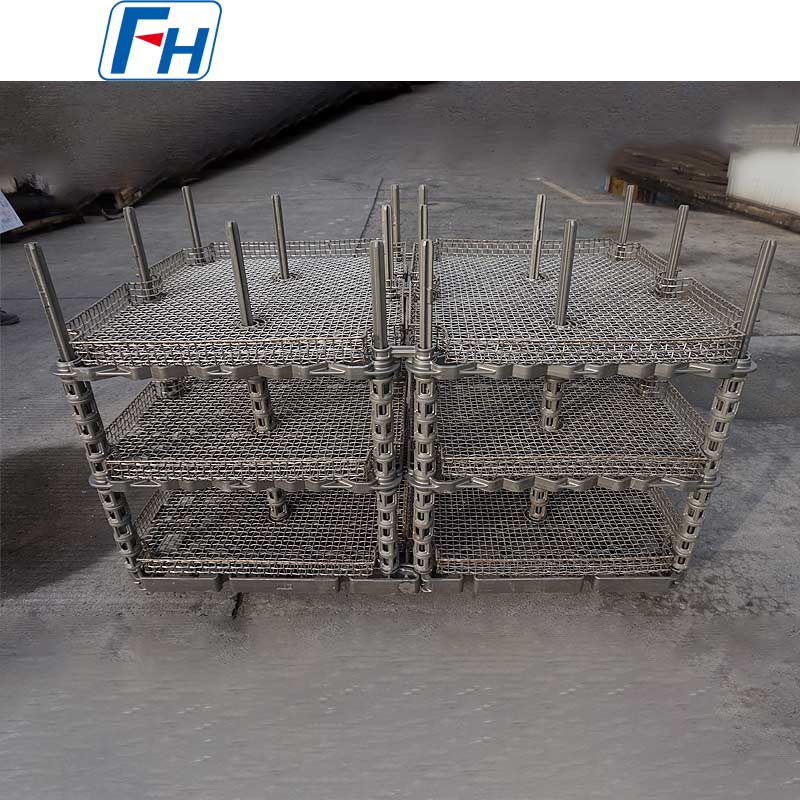
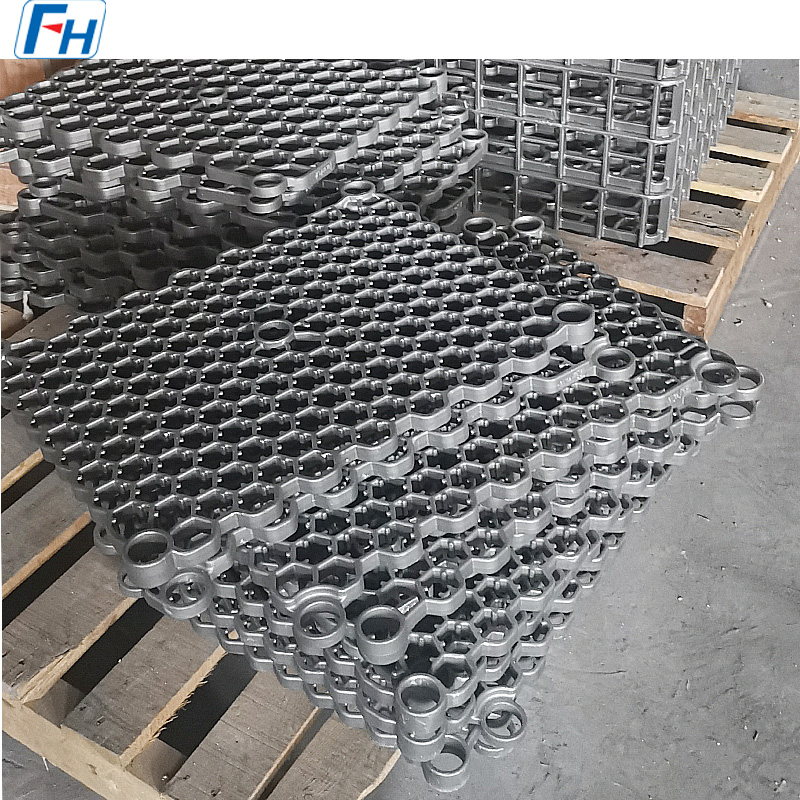
II. Haupttypen und Strukturen
1. Allzweck-Hängeregale und -tabletts;
2. Spezielle Vorrichtungen;
3. Ionen-(Plasma-)Nitrierung-spezifische Vorrichtungen;
4. Unterstützungssysteme für große Komponenten;
III. Wichtige Punkte für die Materialauswahl
Die Materialauswahl für Nitriervorrichtungen ist entscheidend. Das falsche Material wird zum Verbrauchsmaterial und kann sogar die Werkstücke verunreinigen.
1. Ideale Materialeigenschaften:
- Hervorragende Nitrierbeständigkeit: Geringe Löslichkeit für Stickstoff bei Nitriertemperaturen, Bildung einer dicken, spröden Verbindungsschicht nicht leicht.
- Hochtemperaturfestigkeit und Kriechfestigkeit: Behält die Dimensionsstabilität bei anhaltend hohen Temperaturen.
- Niedriger Wärmeausdehnungskoeffizient: Reduziert die Spannung, die durch unterschiedliche Wärmeausdehnung/-kontraktion des Werkstücks verursacht wird.
- Gute Beständigkeit gegen Wasserstoffversprödung.
2. Häufig verwendete Materialien:
- Austenitische hitzebeständige Stähle: Wie AISI 314 (25Cr-20Ni) und 330 (35Ni-18Cr) sind die beste Wahl. Ihr hoher Chrom- und Nickelgehalt bildet eine schützende Oberflächenschicht aus Chromoxid (Cr₂O₃), die die Diffusion von Stickstoffatomen nach innen wirksam blockiert, was zu einem extrem dünnen, selbstnitrierten Gehäuse und einer langen Lebensdauer führt.
- Legierungen auf Nickelbasis: Wie Inconel 600 bieten sie eine überlegene Leistung und eine extrem starke Nitrierbeständigkeit, sind jedoch teuer. Wird für kritische oder langlebige Vorrichtungen verwendet.
3. Zu vermeidende Materialien:
- Kohlenstoffarmer Stahl/legierte Stähle: Nitrieren schnell und werden spröde, reißen und versagen bereits nach wenigen Zyklen.
- Martensitische rostfreie Stähle: Nitrieren auch stark.
- Kupfer und Kupferlegierungen: Obwohl sie nicht nitrieren, mangelt es ihnen an Hochtemperaturfestigkeit und sie können die Atmosphäre verunreinigen.
Materialqualitätstabelle:
| Hitzebeständiger Stahl | |||||||||||||
| / | GB | DIN | ASTM | JIS | Chemische Zusammensetzung (%) | Maximale Betriebstemperatur | |||||||
| C | Si | Mn | Cr | Ni | Nb/Cb | Mo | Andere | ||||||
| 1 | ZG40Cr27Ni4 | 1.4823 | HD | SCH11 | 0,30 - 0,50 | ≤2,00 | ≤1,00 | 24.00 - 28.00 Uhr Uhr Uhr | 4.00 - 6.00 | - | ≤0,50 | - | 1050℃ |
| 2 | ZG40Cr22Ni10 | 1.4826 | HF | SCH12 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 19.00 - 23.00 Uhr Uhr | 8.00 - 12.00 Uhr | - | ≤0,50 | - | 950℃ |
| 3 | ZG30Cr28Ni10 | - | ER | SCH17 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 Uhr Uhr | 8.00 - 11.00 Uhr | - | - | - | 1050℃ |
| 4 | ZG40Cr25Ni12 | 1.4837 | HH | SCH13 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 27.00 Uhr | 11.00 - 14.00 Uhr | - | ≤0,50 | - | 1050℃ |
| 5 | ZG30Cr28Ni16 | - | Hallo | SCH18 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 Uhr Uhr | 14.00 - 18.00 Uhr | - | - | - | 1100℃ |
| 6 | ZG40Cr25Ni20Si2 | 1.4848 | HK | SCH21 | 0,30 - 0,50 | ≤1,75 | ≤1,50 | 23.00 - 27.00 Uhr Uhr | 19.00 - 22.00 Uhr | - | ≤0,50 | - | 1100℃ |
| 7 | ZG30Cr20Ni25 | - | HN | SCH19 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 19.00 - 23.00 Uhr Uhr | 23.00 - 27.00 Uhr Uhr | - | - | - | 1100℃ |
| 8 | ZG40Cr19Ni39 | 1.4865 | HU | SCH20 | 0,35 - 0,75 | ≤2,50 | ≤2,00 | 17.00 - 21.00 Uhr | 37.00 - 41.00 Uhr | - | - | - | 1020℃ |
| 9 | ZG40Cr15Ni35 | 1.4806 | HT | SCH15 | 0,35 - 0,70 | ≤2,00 | ≤2,00 | 15.00 - 19.00 Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | - | ≤0,50 | - | 1000℃ |
| 10 | ZG40Cr25Ni35Nb | 1.4852 | PSCb | SCH24Nb | 0,30 - 0,50 | ≤2,00 | ≤2,00 | 24.00 - 28.00 Uhr Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | 0,80 - 1,80 | ≤0,50 | - | 1100℃ |
| 11 | ZG40Cr19Ni39Nb | 1.4849 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 18.00 - 21.00 Uhr | 36.00 - 39.00 Uhr | 1,20-1,80 | ≤0,50 | - | 1100℃ |
| 12 | ZG40Cr24Ni24Nb | 1.4855 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 23.00 - 25.00 Uhr Uhr | 23.00 - 25.00 Uhr Uhr | 0,80 - 1,80 | ≤0,50 | - | 1050℃ |
| 13 | ZG40Cr25Ni35 | 1.4857 | HP | SCH24 | 0,35 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 28.00 Uhr Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | - | ≤0,50 | - | 1100℃ |
| 14 | ZG1Cr20Ni32Nb | 1.4859 | - | - | 0,06 - 0,15 | 0,50 - 1,50 | ≤2,00 | 19.00 - 21.00 Uhr | 31.00 - 33.00 Uhr | 0,50 - 1,50 | ≤0,50 | - | 1050℃ |
| 15 | ZG45Cr12Ni60 | - | HW | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 10.00 - 14.00 Uhr | 58,00 - 62,00 | - | - | - | 1100℃ |
| 16 | ZG45Cr18Ni66 | - | HX | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 15.00 - 19.00 Uhr Uhr | 64,00 - 68,00 | - | - | - | 1100℃ |
| 17 | ZG1Cr28Co50 | 2.4778 | - | - | 0,05 - 0,25 | 0,50 - 1,00 | ≤1,50 | 27.00 - 30.00 Uhr Uhr | ≤1,00 | ≤0,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 18 | ZG30Cr28Co50Nb | 2.4779 | - | - | 0,25 - 0,35 | 0,50 - 1,50 | 0,50 - 1,50 | 27.00 - 29.00 Uhr | - | 1,50 - 2,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 19 | ZG40Cr28Ni48W5 | 2.4879 | - | SCH42 | 0,35 - 0,55 | 1,00 - 2,00 | ≤1,50 | 27.00 - 30.00 Uhr Uhr | 47,00 - 50,00 | - | ≤0,50 | W: 4,0 - 5,5 | 1200℃ |
FAQ:
F: Wie kann ich eine Anfrage stellen?
A: Schritt 1: Bitte geben Sie uns einige Details zu Ihrem Ofen, der Betriebstemperatur, der Kühlmethode, dem Beladungsgewicht Ihres Ofens usw. an.
Schritt 2: Es ist besser, 3D-Zeichnungen bereitzustellen.
Schritt 3: Wenn wir über genügend Details verfügen, entwerfen wir möglicherweise die Produktzeichnungen und erstellen ein entsprechendes Angebot.
F: Wann kann ich den Preis erfahren?
A: Normalerweise geben wir innerhalb von 24 Stunden nach Eingang Ihrer Anfrage ein Angebot ab (außer an Wochenenden und Feiertagen). Wenn Sie den Preis dringend benötigen, senden Sie uns bitte eine E-Mail oder kontaktieren Sie uns auf andere Weise, damit wir Ihnen ein Angebot unterbreiten können.
F: Wann erfolgt die Lieferung? /Wie ist die Lieferzeit?
A: -Musterbestellung: 35 Tage nach Eingang der vollständigen Zahlung.
-Lagerbestellung: 10 Tage nach Eingang der vollständigen Zahlung
-OEM-Bestellung: 30 Tage nach Eingang der Anzahlung.
F: Was ist Ihr Kundendienst?
A: 1 Jahr Garantie für alle Arten von Produkten;
Sollten Sie beim ersten Mal defektes Zubehör feststellen, stellen wir Ihnen die neuen Teile kostenlos zum Austausch bei der nächsten Bestellung zur Verfügung. Als erfahrener Hersteller können Sie sich auf die Qualität und den Kundendienst verlassen.
F: Wie lauten Ihre Zahlungsbedingungen?
A: T/T
Zahlung<=10.000 USD, 100 % im Voraus. Zahlung > 10.000 USD, 50 % T/T im Voraus, Restbetrag vor Versand.
F: Was ist die Versandart?
A: Transport per DHL, UPS, EMS, Fedex, Luftfracht, Seefracht oder Bahnfracht.






 Tel: 0086-510-88331288
Tel: 0086-510-88331288  E-mail:
E-mail:  Büroanschrift: Raum 1105, Gebäude 6, Jiaye Wealth Centre, Wuxi, Jiangsu, Volksrepublik China Postleitzahl: 214000.
Büroanschrift: Raum 1105, Gebäude 6, Jiaye Wealth Centre, Wuxi, Jiangsu, Volksrepublik China Postleitzahl: 214000. 