
 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804


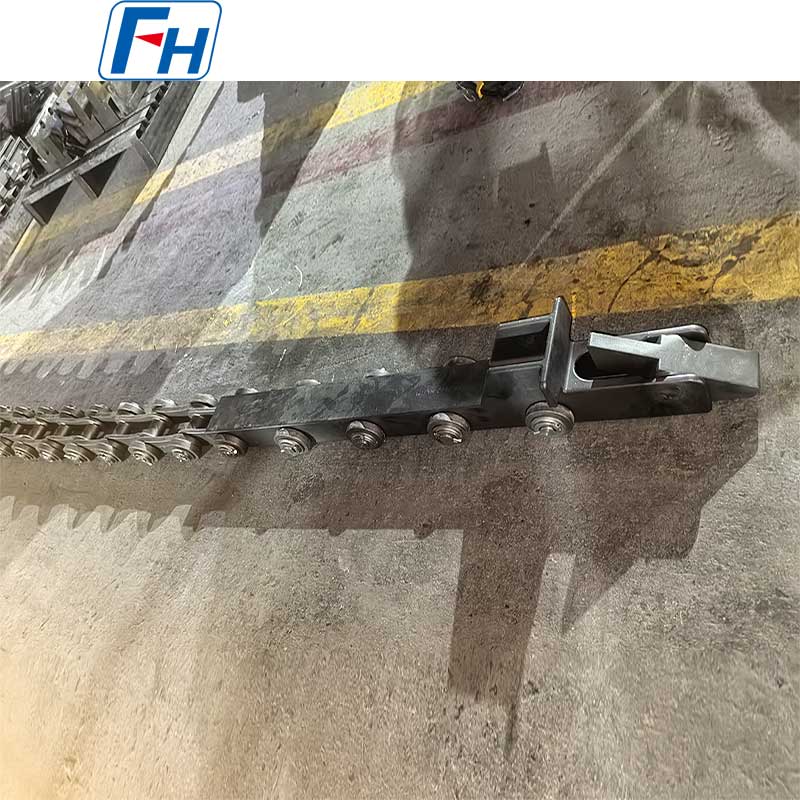












FH® Schubkopfkettenbaugruppe | Hochbelastbares Ofenantriebs- und Fördersystem
Hauptvorteile
- Integriertes Push-Head-Kettensystem
Als Bau komplette Gruppe konzipiert – perfekte Abstimmung zwischen Schubkopf, Kettenbefestigungen und Antriebsritzel. - Hohe Schubkraftkapazität
Das verstärkte Schubkopfdesign hält hohen Schublasten stand – bewegt schwere Tablettstapel durch den Ofen, ohne sich zu verbiegen oder zu brechen. - Hitze- und verschleißfest
Hochtemperaturlegierungen und spezielle Wärmebehandlung – beständig gegen thermische Verformung, Abrieb und Oxidation in Ofenumgebungen. - Präzisionskettenantrieb
Präzisionsgefertigte Stifte, Buchsen und Seitenplatten – reibungsloser Eingriff, reduzierte Dehnung und lange Lebensdauer. - Benutzerdefinierte Konfigurationen
Beliebige Schubkopfgrößen, Kettenteilungen, Längen und Befestigungsabstände – abgestimmt auf Ihr spezifisches Ofenlayout und Ihre Wannenabmessungen.
Technische Spezifikationen
| Parameter | Wert |
| Druckkopfmaterial | 310S, 1.4849, 2.4879, Inconel oder eine bestimmte hitzebeständige Legierung |
| Kettenmaterial | Wärmebehandelter legierter Stahl oder hitzebeständiger Edelstahl |
| Max. Betriebstemp. | 650°C – 1250°C (je nach Material) |
| Max. Schubkraft | Bis zu 5000 kg (designabhängig) |
| Kettenteilung | 50 mm – 200 mm (kundenspezifisch) |
| Befestigungsabstand | Maßgeschneidert für die Abmessungen des Tabletts/der Halterung |
| Laufwerkskompatibilität | Kettenrad, Hydraulikzylinder oder Schraubenantrieb |
| Herstellung | Präzisionsschweiß-Wärmebehandlungsbearbeitung |
| Materialtestzertifikat (MTC) und Maßkontrollbericht enthalten | |
Systemkomponenten
| Komponente | Funktion | Hauptmerkmal |
| Kopf drücken | Kontaktiert und bewegt Tabletts/Körbe | Verstärkte Druckfläche, Verschleißpolster, geführte Verbindung |
| Kette | Überträgt die Antriebskraft auf den Druckkopf | Präzisionsstifte/-buchsen, wärmebehandelte Glieder |
| Anhänge | Verbindet die Kette mit dem Schubkopf | Benutzerdefinierter Abstand, Schraub- oder Stiftverbindung |
| Führungsschienen (optional) | Unterstützt die Kettenausrichtung | Hitzebeständige Verschleißstreifen |
Warum sollten Sie sich für FH®-Schubkopfkettenbaugruppen entscheiden?
1. Entscheidende Rolle in Durchlauföfen
Die Schubkopf- und Kettenbaugruppe ist das Herzstück eines kontinuierlichen Schubofen-Antriebssystems. Schlechtes Design führt zu:
- Verbogene oder gebrochene Druckköpfe – Ofenstillstand
- Kettenlängen oder -ausfall – Fehlausrichtung und Blockierungen
- Ungleichmäßige Bewegung des Tabletts – Beschädigung von Teilen oder feuerfestem Material des Ofens
- Hohe wartungsbedingte Ausfallzeiten
FH®-Baugruppen sind auf Zuverlässigkeit ausgelegt.
2. Leitfaden zur Materialauswahl
| Komponente | Zustand | Empfohlenes Material |
| Druckkopf (niedrige Temperatur ≤700°C) | Temperofen | 310S |
| Druckkopf (Hochtemperatur 950°C) | Aufkohlungsofen | 1.4849 |
| Druckkopf (extreme Temperatur) | >1000°C | Inconel 600/625 |
| Kette (Ofen innen) | Hohe Temperatur | 310S oder 1.4849 |
| Kette (Kühlzone) | Niedrige Temperatur | Wärmebehandelter legierter Stahl |
| Verschleißpolster | Abrieb | Stellitbeschichteter oder gehärteter Einsatz |
3. Designmerkmale
| Funktion | Profitieren |
| Verstärkter Druckkopf nach hinten | Verhindert ein Durchbiegen bei hoher Schubkraft |
| Austauschbares Verschleißpolster | Verlängert die Lebensdauer des Druckkopfes – einfacher Austausch vor Ort |
| Geführtes Druckkopfdesign | Behält die Ausrichtung mit der Mittellinie des Fachs bei |
| Präzise Kettenbefestigungen | Konsistenter Befestigungsabstand – keine Fehlausrichtung des Tabletts |
| Wärmebehandelte Kettenkomponenten | Reduzierte Dehnung, längere Lebensdauer der Kette |
Anwendungen
Ofentypen:
- Durchlauföfen (Härten, Aufkohlen)
- Rollenherdöfen (Schubofen)
- Gitterbandöfen (Hochleistungsantrieb)
- Hubbalkenöfen (Transfermechanismus)
- Tablettrücklaufleitungen
Typische bewegte Teile:
- Beladene Körbe und Tabletten
- Getriebe- und Wellenpakete
- Lagerringe
- Befestigungsschalen
Materialqualitätstabelle:
| Hitzebeständiger Stahl | |||||||||||||
| / | GB | DIN | ASTM | JIS | Chemische Zusammensetzung (%) | Maximale Betriebstemperatur | |||||||
| C | Si | Mn | Cr | Ni | Nb/Cb | Mo | Andere | ||||||
| 1 | ZG40Cr27Ni4 | 1.4823 | HD | SCH11 | 0,30 - 0,50 | ≤2,00 | ≤1,00 | 24.00 - 28.00 Uhr Uhr | 4.00 - 6.00 | - | ≤0,50 | - | 1050℃ |
| 2 | ZG40Cr22Ni10 | 1.4826 | HF | SCH12 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 19.00 - 23.00 Uhr Uhr | 8.00 - 12.00 Uhr | - | ≤0,50 | - | 950℃ |
| 3 | ZG30Cr28Ni10 | - | ER | SCH17 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 Uhr Uhr | 8.00 - 11.00 Uhr | - | - | - | 1050℃ |
| 4 | ZG40Cr25Ni12 | 1.4837 | HH | SCH13 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 27.00 Uhr | 11.00 - 14.00 Uhr | - | ≤0,50 | - | 1050℃ |
| 5 | ZG30Cr28Ni16 | - | Hallo | SCH18 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 Uhr Uhr | 14.00 - 18.00 Uhr | - | - | - | 1100℃ |
| 6 | ZG40Cr25Ni20Si2 | 1.4848 | HK | SCH21 | 0,30 - 0,50 | ≤1,75 | ≤1,50 | 23.00 - 27.00 Uhr Uhr | 19.00 - 22.00 Uhr | - | ≤0,50 | - | 1100℃ |
| 7 | ZG30Cr20Ni25 | - | HN | SCH19 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 19.00 - 23.00 Uhr Uhr | 23.00 - 27.00 Uhr Uhr | - | - | - | 1100℃ |
| 8 | ZG40Cr19Ni39 | 1.4865 | HU | SCH20 | 0,35 - 0,75 | ≤2,50 | ≤2,00 | 17.00 - 21.00 Uhr | 37.00 - 41.00 Uhr | - | - | - | 1020℃ |
| 9 | ZG40Cr15Ni35 | 1.4806 | HT | SCH15 | 0,35 - 0,70 | ≤2,00 | ≤2,00 | 15.00 - 19.00 Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | - | ≤0,50 | - | 1000℃ |
| 10 | ZG40Cr25Ni35Nb | 1.4852 | PSCb | SCH24Nb | 0,30 - 0,50 | ≤2,00 | ≤2,00 | 24.00 - 28.00 Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | 0,80 - 1,80 | ≤0,50 | - | 1100℃ |
| 11 | ZG40Cr19Ni39Nb | 1.4849 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 18.00 - 21.00 Uhr | 36.00 - 39.00 Uhr | 1,20-1,80 | ≤0,50 | - | 1100℃ |
| 12 | ZG40Cr24Ni24Nb | 1.4855 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 23.00 - 25.00 Uhr Uhr | 23.00 - 25.00 Uhr Uhr | 0,80 - 1,80 | ≤0,50 | - | 1050℃ |
| 13 | ZG40Cr25Ni35 | 1.4857 | PS | SCH24 | 0,35 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 28.00 Uhr Uhr | 33.00 - 37.00 Uhr Uhr Uhr | - | ≤0,50 | - | 1100℃ |
| 14 | ZG1Cr20Ni32Nb | 1.4859 | - | - | 0,06 - 0,15 | 0,50 - 1,50 | ≤2,00 | 19.00 - 21.00 Uhr | 31.00 - 33.00 Uhr | 0,50 - 1,50 | ≤0,50 | - | 1050℃ |
| 15 | ZG45Cr12Ni60 | - | HW | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 10.00 - 14.00 Uhr | 58,00 - 62,00 | - | - | - | 1100℃ |
| 16 | ZG45Cr18Ni66 | - | HX | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 15.00 - 19.00 Uhr Uhr | 64,00 - 68,00 | - | - | - | 1100℃ |
| 17 | ZG1Cr28Co50 | 2.4778 | - | - | 0,05 - 0,25 | 0,50 - 1,00 | ≤1,50 | 27.00 - 30.00 Uhr Uhr | ≤1,00 | ≤0,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 18 | ZG30Cr28Co50Nb | 2.4779 | - | - | 0,25 - 0,35 | 0,50 - 1,50 | 0,50 - 1,50 | 27.00 - 29.00 Uhr | - | 1,50 - 2,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 19 | ZG40Cr28Ni48W5 | 2.4879 | - | SCH42 | 0,35 - 0,55 | 1,00 - 2,00 | ≤1,50 | 27.00 - 30.00 Uhr Uhr | 47,00 - 50,00 | - | ≤0,50 | W: 4,0 - 5,5 | 1200℃ |
Echte Fotos von FH®-Wärmebehandlungsvorrichtungen

Bestellvorgang
1. Stellen Sie Folgendes bereit:
- Ofentyp und Antriebsmechanismus (Kettenrad, Hydraulik, Schnecke)
- Erforderliche Schubkraft (oder Anzahl der Tabletten)
- Betriebstemperatur (im Ofen vs. Kühlzone)
- Tablett-/Korbabmessungen und Push-Schnittstelle
- Kettenteilung und -länge erforderlich
- Befestigungsabstand (Abstand zwischen den Schubköpfen)
2. FH® schlägt vor:
- Materialempfehlung für Schubkopf und Kette
- Druckkopfdesign (Form, Verschleißpolster, Führung)
- Kettenspezifikation (Teilung, Befestigung, Wärmebehandlung)
- CAD-Zeichnung zur Genehmigung
- Preis und Lieferzeit
3. Produktion: 15–25 Werktage
4. Im Lieferumfang ist enthalten:
- Materialprüfzeugnisse
- Maßkontrollbericht
- Montagezeichnung und Installationsanleitung
FAQ:
F1: Wie hoch ist die typische Lebensdauer einer Schubkopf- und Kettenbaugruppe?
A: Bei ordnungsgemäßer Schmierung und Ausrichtung: Druckkopf – 2–5 Jahre, abhängig von Temperatur und Druckkraft; Kette – 3–7 Jahre für ofentaugliche Materialien. Es wird empfohlen, alle 6–12 Monate regelmäßig auf Verschleiß, Dehnung oder Biegung zu prüfen.
F2: Welches Material empfehlen Sie für den Druckkopf eines Aufkohlungsofens bei 950 °C?
A: Für eine Aufkohlungsatmosphäre bei 950 °C empfehlen wir 1.4849 für den Druckkopf – ausgezeichnete Kriechfestigkeit und Aufkohlungsbeständigkeit. Für die Kette im Inneren des Ofens verwenden Sie ebenfalls 1.4849 oder 310S. Für die Kette im Kühlrücklauf ist wärmebehandelter legierter Stahl ausreichend.
F3: Können Sie einen vorhandenen Druckkopf verwenden, der nicht mehr verfügbar ist?
A: Ja – Reverse Engineering verfügbar. Schicken Sie uns Ihren abgenutzten Druckkopf oder Zeichnungen. Wir führen Messungen durch, empfehlen gegebenenfalls Materialaufrüstungen und stellen einen direkten Ersatz her.
F4: Woher weiß ich, wann die Kette ausgetauscht werden muss?
A: Kettenverlängerung messen. Ersetzen Sie ihn, wenn die Dehnung 2–3 % der ursprünglichen Länge überschreitet. Überprüfen Sie außerdem, ob abgenutzte Stifte, gerissene Seitenplatten oder festsitzende Glieder vorhanden sind. FH® bietet Ersatzketten mit gleichem Befestigungsabstand an.
F5: Was ist Ihre Garantie?
A: 12 Monate gegen Herstellungsfehler (Schweißrisse, Materialfehler, Bearbeitungsfehler). Normaler Verschleiß, Kettenlänge und thermische Ermüdung sind nicht abgedeckt – FH® empfiehlt jedoch die richtigen Materialien für Ihre spezifischen Bedingungen, um die Lebensdauer zu maximieren.






 Tel: 0510-83310100
Tel: 0510-83310100  E-mail:
E-mail:  Büroanschrift: Room 1105,Building 6, Jiaye Wealth Center,Wuxi, Jiangsu, P.R.China P.C.:214000.
Büroanschrift: Room 1105,Building 6, Jiaye Wealth Center,Wuxi, Jiangsu, P.R.China P.C.:214000. 